Part Design for Economic CNC Machined Parts
Introduction:
Are your machined parts being quoted at a seemingly ridiculous price? One potential cause may be in the design choices of your parts. This article will cover the common design choices that cause machined part prices to rise.
Simplicity is Key:
One of the main culprits that drive up part costs is an abundance of complex 3d geometries within the parts. Engineers often do this to make their parts more visually appealing. This will often drive up machining times, and tooling costs.
Feature Overkill
Oftentimes, an abundance of unnecessary features can drive up machine times. One easy way to reduce the cost of parts is to eliminate any unnecessary features.




The screenshots above exemplify a toolpath of a panel with an ISO grid, and one without. ISO grids are often used as a method of reducing weight while retaining strength. While effective, the application of an ISO grid on this part will add an extensive amount of machining time.
Side Features
The most common type of CNC milling machines are 3-axis Machines. The inclusion of unnecessary pockets or holes on the X and Y faces of your parts will add extra setups and machining time to the manufacturing process. These extra machine setup costs can be avoided with the use of a 5-axis milling machine, however, most machine shops will charge a higher hourly rate for the use of parts made on a 5-axis milling machine. Eliminating unnecessary side features can greatly reduce cost.


The screenshot above shows the application of unnecessary side features on a milled part. Removing these features takes this from required 6 milling setups to 2 milling setups.
From a turning perspective, the most common type of CNC Lathe is a 2-axis Machine. Similar to 3-axis milling, unnecessary pockets or holes on the X/Y axis of your parts will add extra setups and machining time. Another type of feature that may add unnecessary cost to your turned parts is the inclusion of non-hexagonal flats on your parts. Flat features like these will either require extra machining on a milling machine or the use of a higher-end lathe with Live Tooling. Hexagonal flats on your parts will be less likely to add cost, as raw bar stock can be found in hexagonal form.




The parts above show turned parts that require milling next to an equivalent part that does not require milling. Reducing unnecessary pockets or flats from turned parts greatly helps to reduce cost.
Fillet Fatality
On milled parts, the overuse of the fillet function and sloped surfaces on your parts can drive up machining time or tooling costs. This is caused by the required use of lengthy finishing operations and the potential to require the purchase of specialty radius cutting tools. Reducing the amount of filleted or sloped surfaces can help to reduce the cost of manufacturing for your parts.




The screenshot above exaggerates the toolpath differences between a sloped/filleted surface and a sharp edge. The sharp edge has a greatly reduced machine time compared to the sloped/filleted surface.
Small and Deep Featured
A less common cause of the high cost of manufacturing may be the inclusion of exceptionally small or deep features. Small or deep features may require the purchase of specialty small end mills, long-reach tooling, specialty grooving tools, and more. Small tooling also requires the machine spindle to spin faster and faster to reach the appropriate surface speed. If the machine spindle cannot spin to the required RPM, it will need to compensate by reducing the feed rate, and prolonging the time it takes to manufacture the part.

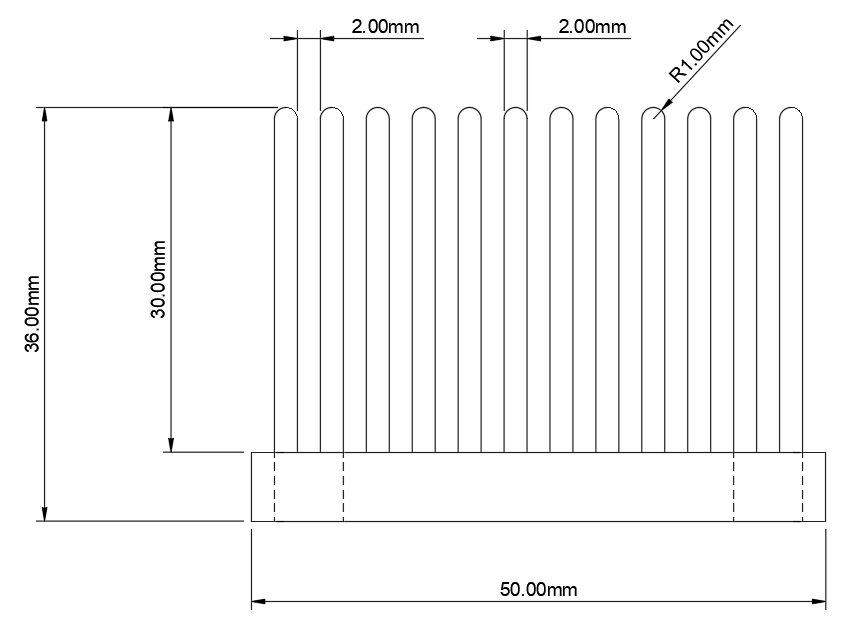
The screenshots above show a heatsink with very tall fins in perspective to their width and spacing. To reduce cost on this part, an engineer could reduce fin height or increase the space between the fins.
Unnecessarily Tight Tolerances
Ultra-tight tolerances can often cause the machine shop you are working with to quote your parts higher than you would expect. This is due to the higher probability of failure during the machining process (more likely for parts to be out of tolerance). This is usually taken into account and charged accordingly. For example, if a dimension does not require the applied tolerance of +/- 0.001 inches, consider widening your tolerance to the standard +/-0.005 inches.
Material Choices
Material choice plays a major role in the cost of your parts. Harder materials are not only more expensive in their raw form, but they take longer to machine and wear down tooling much quicker. Does your part actually need the strength of stainless steel? If not, consider changing your material choice to aluminum or plastic. If you would like to go a step further, you could also consider the cost difference of raw materials between alloys. For example, 7075 aluminum is often 20% more costly than 6061 aluminum.
Conclusion:
The key to reducing the cost of machined parts is to make them as easy to manufacture as possible, while still being effective at their given application.